





高效煤粉
“平顶山”牌高效煤粉在洛阳一拖的使用
时间:2009-06-16 00:00:00
“平顶山”牌高效煤粉在洛阳一拖第二铸铁厂使用前后的
对比情况
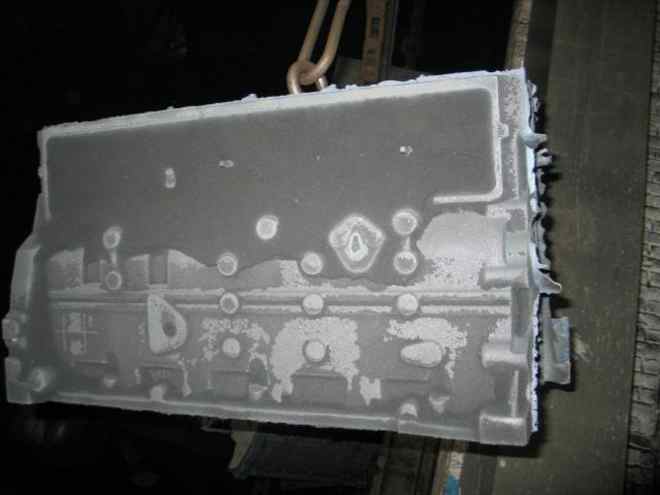
使用前———落砂后的四缸机体

使用后———落砂后的四缸机体

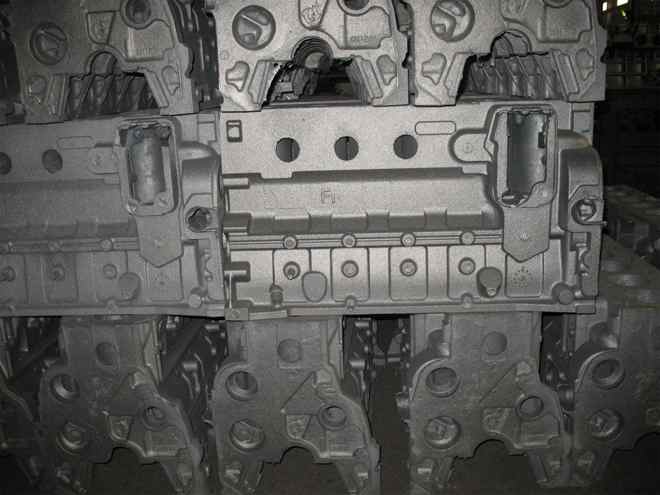
使用前———落砂后的六缸机体

使用后———落砂后的六缸机体
使用前———抛丸后的六缸机体

使用后———抛丸后的情况

使用前———落砂后的减速器壳

使用后———落砂后的减速器壳

“平顶山”牌高效煤粉———粗抛后的四缸缸盖

“平顶山”牌高效煤粉———精抛后的四缸机体

“平顶山”牌高效煤粉———精抛后的六缸机体
“平顶山”牌高效煤粉———精抛后的六缸机体
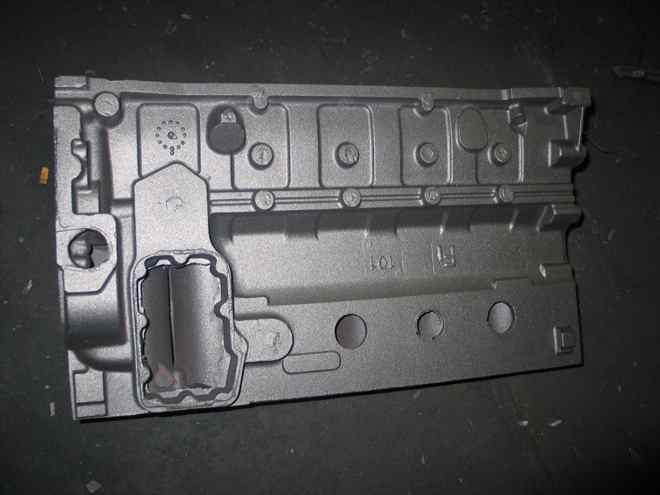
“平顶山”牌高效煤粉———精抛后的六缸机体

“平顶山”牌高效煤粉———精抛后的六缸机体

使用前后的数据对比
使用条件:
1、在TX线和静压造型线上使用;
2、铸件以四缸、六缸机体和缸盖为主,另有减速器壳体、支架、支臂等铸件;
3、工艺为下箱喷涂、上箱不喷涂。
|
序号
|
项目
|
使用前
|
使用后
|
|
|
煤粉产地
|
内蒙
|
宝丰产“平顶山”牌高效煤粉
|
|
|
煤粉加入量
|
0.8~1.2%
|
0.5~0.9%
|
|
|
膨润土加入量
|
0.8~1.3%
|
0.8~1.2%
|
|
|
有效煤粉含量
|
5~6.2%
|
4.3~5.2%
|
|
|
有效膨润土量
|
7~10%
|
7~9.5%
|
|
|
型砂性能
|
较差
|
改善
|
|
|
含泥量
|
12.5~14%
|
9.5~12.5%
|
|
|
水分
|
3.5~3.8%
|
3.0~3.3%
|
|
|
紧实率
|
34.04
|
32.83
|
|
|
湿压强度
|
1.55
|
1.65
|
|
|
韧塑性
|
较差
|
改善
|
|
|
型砂成型率
|
70~90
|
92~97
|
|
|
铸件表面状况
|
落砂后上下箱均粘有较厚的砂,抛丸需两次粗抛,一次精抛,抛丸后的铸件表面凸凹不平。
|
下箱喷涂,80%不粘砂;上箱不喷涂,30%不粘砂,70%有一层薄薄的砂子,一抛即掉。一次精抛,一次粗抛即可。抛丸后铸件表面很光洁。
|
|
|
每班清理铸件数
|
250~260件
|
350~360件
|
|
|
铸件粘模废品率
|
62件(两个月)
|
5件(两个月)
|
|
|
配砂车间成本
|
06年126.64元/吨
07年元月份144元/吨。(每吨铸件耗用煤粉、膨润土及涂料成本。)
|
07年3月份121.56元/吨。(每吨铸件耗用煤粉、膨润土及涂料成本。)
|
使用结论:
1、使用高效煤粉,型砂中有效煤粉、有效膨润土的含量均有不同程度的下降。含泥量可以控制在9.5~12.5%较为理想的范围。
2、使用高效煤粉,型砂水分下降、发气量减少,减少了浇注喷溅、铸件爆炸粘砂和气孔废品。
3、使用高效煤粉,造型成型率有所提高。
4、使用高效煤粉,车间成本并没有因高效煤粉的价格高而上升,相反还有所降低,同时分厂的总体成本也有下降。
5、高效煤粉可以纳入工艺正常生产使用。
[返回上页]